





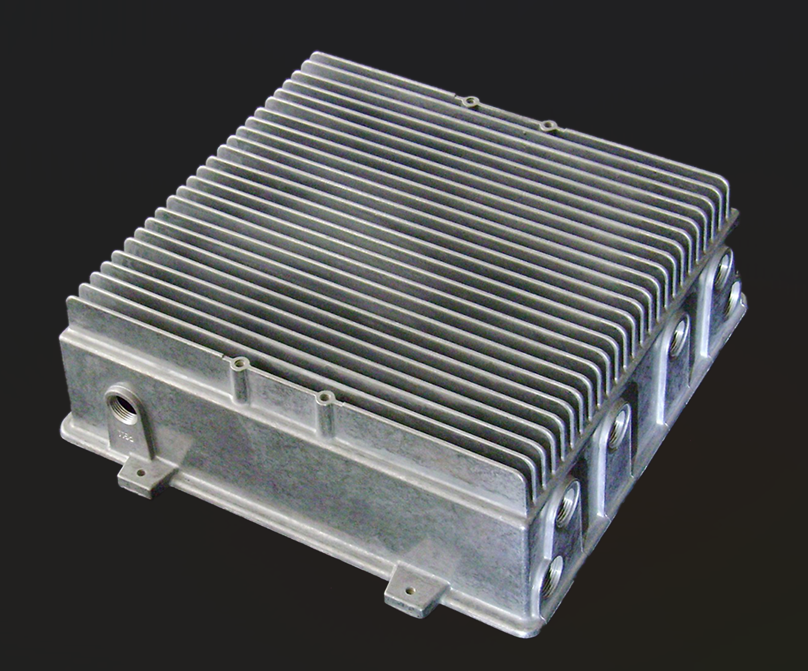
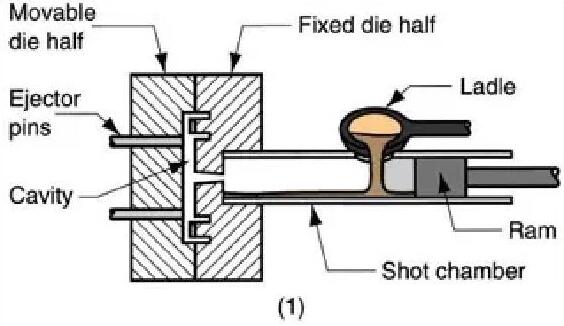
KINGRUNs pressgjutna kylfläns använder en kallkammargjutningsprocess som förlitar sig på en pöl av smält metall för att mata formen. En pneumatisk eller hydrauldriven kolv tvingar smält metall in i formen.KINGRUN pressgjutna kylflänsartillverkas huvudsakligen med aluminiumbaserade legeringar A356, A380, ADC14).
Vid tillverkning av en pressgjuten kylfläns behövs två halvor av en form. Den ena halvan kallas "lockformhalvan" och den andra kallas "ejektorformhalvan". En skiljelinje skapas på den del där de två formhalvorna möts. Formen är utformad så att det färdiga gjutgodset glider av formens lockhalva och stannar kvar i ejektorhalvan när formen öppnas. Ejektorhalvan innehåller ejektorstift för att trycka ut gjutgodset ur ejektorformhalvan. För att förhindra skador på gjutgodset driver en ejektorstiftplatta exakt ut alla stift ur ejektorformen samtidigt och med samma kraft. Ejektorstiftplattan drar också tillbaka stiften efter att gjutgodset har matats ut för att förbereda sig för nästa skott.
Kylflänsens tillämpningsområde
Högtrycksgjutna kylflänsar är ett kostnadseffektivt alternativ för applikationer med hög volym som är viktkänsliga och kräver överlägsen kosmetisk ytkvalitet eller komplexa geometrier som annars inte är möjliga med alternativa tillverkningsmetoder för kylflänsar. Gjutna kylflänsar tillverkas i nästan färdig form, kräver liten eller ingen ytterligare montering eller bearbetning och kan variera i komplexitet. Gjutna kylflänsar är populära inomBiloch5G-telekommunikationmarknader på grund av deras unika form- och viktkrav samt behov av höga produktionsvolymer.
Gjutningsprocess för pressgjuten kylfläns
Följande är de typiska stegen i KINGRUNs pressgjutningsprocess:
• Skapa formen/matrisen
• Smörj formen
• Fyll formen med smält metall
• Utkastning från lockmatrishalvan
• Skakning från utstötningsmatrishalvan
• Trimning och sedan slipning av överskottsmaterial
• Pulverlackera, måla eller anodisera den pressgjutna kylflänsen
Publiceringstid: 15 juni 2023




