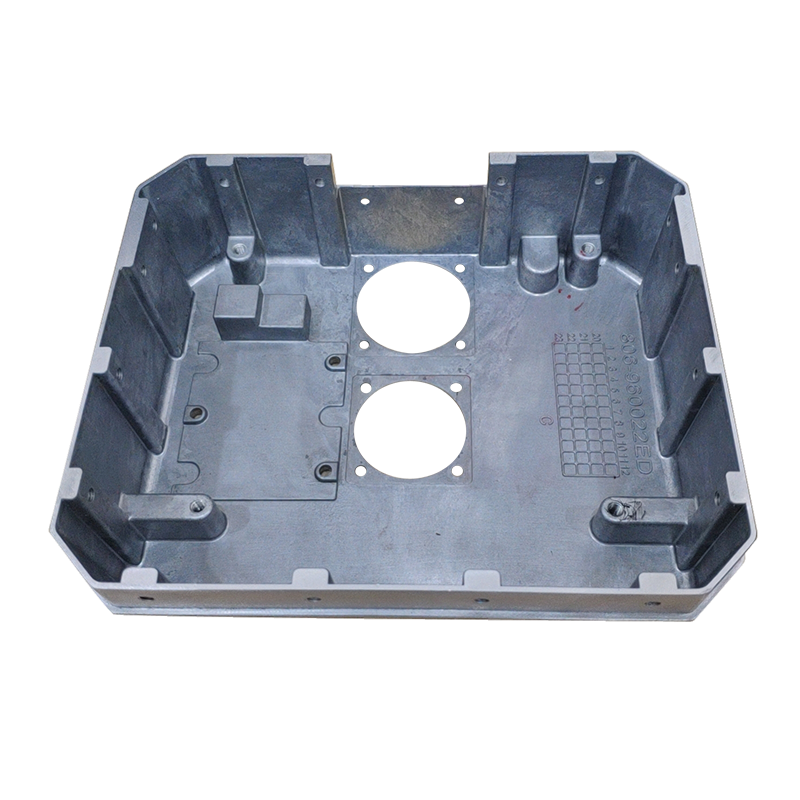
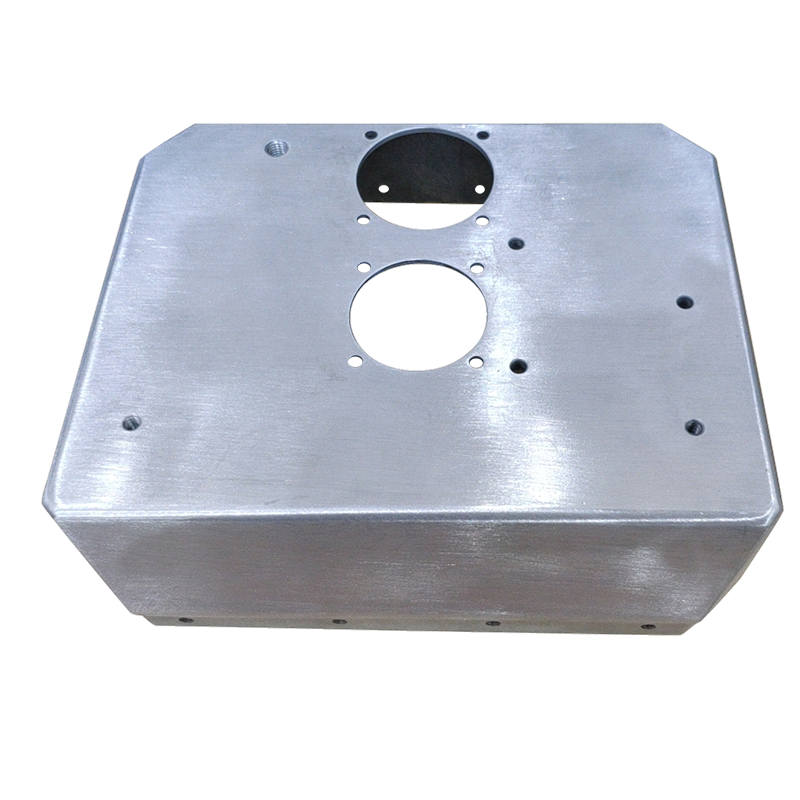
Bakre lock av aluminiumgjutet element för elbox
Specifikationer
Kingrun Technology är din kompletta leverantör av gjutgods. Våra tjänster inkluderar:
Formdesign och tillverkning
Aluminiumgjutning från 0,5 kg till 8 kg, maxstorlek 1000 * 800 * 500 mm
Efterbehandling av gjutning med hjälp av toppmodern CNC-bearbetning
Ytbehandling inklusive gradning, polering, konversationsbeläggning, pulverlackering etc.
Montering och paketering: Kartong, pall, låda, trälådor etc. anpassade efter kundernas krav.
Kingrun-projekten täcker ett brett och varierat spektrum, inklusive:
5G-telekommunikationsprodukter
Konsumentelektronik
Bilkomponenter
Belysning

Design- och simuleringsverktyg
● PRO-E, Solid Works, UG eller översättare efter behov.
● Konsulttjänster inom gjutdesign.
● Flow3D, Castflow, för flödes- och termisk simulering.
● Prototypframställning i mjuka formar eller alternativa gjutprocesser.
● Analys och design av flödesgrindar för optimalt flöde och egenskaper
● Intern granskningsprocess för designbeslut och planering.
● Legeringsval som matchar egenskapskraven.
● Design kopplat till krav på delägarskap.
Inspektion av färdig produkt
Kontrollera måtten med skjutmått, höjdmätare och CMM
100 % termiskt test med automatisk termisk testlinje för att säkerställa prestanda
Visuell inspektion utförs för att verifiera att det inte finns några kosmetiska defekter
FAI, RoHS och SGS tillhandahålls alltid till kunden
Vanliga frågor om pressgjutningsprocessen
Vad är kallkammargjutning?
Kallkammarprocessen avser den relativa temperaturen hos injektionsmekanismen. I kallkammarprocessen smälts metallen i en extern ugn och transporteras till injektionsmekanismen när maskinen är redo att göra ett gjutgods. Eftersom metallen behöver överföras till injektionsmekanismen är produktionshastigheterna vanligtvis lägre än i varmkammarprocessen. Aluminium, koppar, en del magnesium och zinklegeringar med hög aluminiumhalt produceras med hjälp av kallkammargjutningsprocessen.
Vilka är goda designmetoder för pressgjutna delar?
• Väggtjocklek – Pressgjutningar drar nytta av en jämn väggtjocklek.
• Drag – Tillräckligt drag krävs för att utvinna gjutstycket ur matrisen.
• Avrundningar – Alla kanter och hörn ska ha en avrundning/radie.